

电 话:0374-3216788
手 机:18697396999
邮 箱:595487453@qq.com
网 址:www.xjwml.cn
地 址:许昌市经济技术开发区开元路和长庆街交叉口
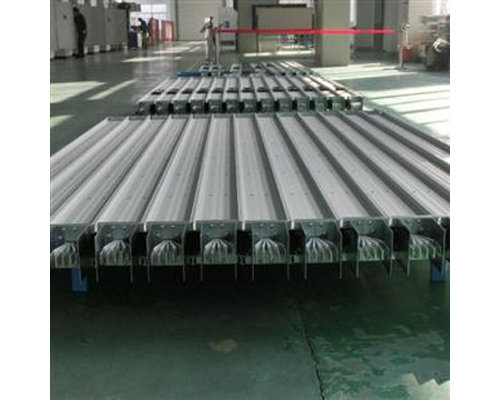
南阳密集母线槽的外壳组装分螺栓装配、手工铆接、自动化铆接。螺栓装配成型的母线随着运行时的不断震动和运行时间的加长,螺栓难免有松动的一天,易出现因螺栓脱落造成短路事故的发生;手工铆接避免了螺栓松动引起的故障,而且使得母线外壳电气连续性更好,但因为是手工操作,南阳密集母线槽难免有产品质量参差不齐,而且效率低下;自动化铆接由于是完全流水线装配,相对手工铆接其工艺水准又更进一步,做到了所有产品装配质量统一化,而且大大提高了生产效率。
在年均负荷较大、南阳密集母线槽价格较长的情况下(如屋外配电装置母线槽),通常按经济电流密度法选择母线槽。经济电流密度是综合考虑母线槽损耗、母线槽和附属设备的年维修费与折旧费为最低情况下,此时电线桥架密集母线槽单位截面积流过的电流。用经济电流密度除以不计入过负荷的长期工作电流即得母线槽截面。由经济电流密度法选择的母线槽截面,一般比按最大长期工作电流选择的母线槽截面要大些。

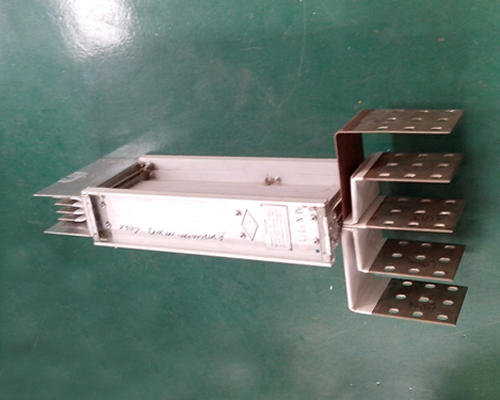
作为南阳电线桥架密集母线槽其突出的优点在于这种密集的结构带来的散热快、损耗低的特点。而许多厂家的密集型母线为了简化工艺却在插口处采用简单的拍弯处理,造成在插口处形成局部的空气型结构,这种空气型结构的插口带来了如下不利结果:密集母线槽结构散热差就使得插口处温升高于其它部位,尤其是厂房母线插口较多时基本就变成了空气型母线;空气型结构内封闭了部分空气,一冷一热间容易形成水雾进而凝结成水滴,易造成插口处的腐蚀速度加快。

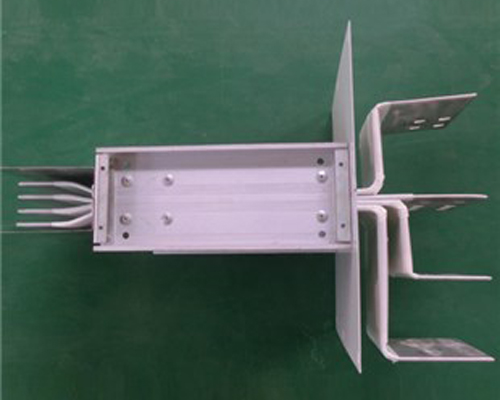
所以目前最先进的电线桥架密集母线槽插口工艺应该是铝排延伸工艺,即在插口处采用机械力挤压延伸成端子排,排除了焊接造成的局部电阻较高现象。保证了无论是馈电式(不含插接口)母线还是插接式(含插口)母线,始终保持高度密集型的结构,导电铜排之间无任何间隙,确保了母线槽系统的完全密集和低阻抗,南阳密集母线槽具有散热性能好、温升系数低、电压降低、耐机械冲击等性能,同时也节省了空间。从而提供更高的安全和可靠性。

母线绝缘材料基本分为三大类:PVC材质的热缩套管、聚酯薄膜、粉末喷涂绝缘。其中,PVC热缩套管不仅厚度较厚导热差,且易老化,连续使用年限不超过15年;聚酯薄膜是以聚对苯二甲酸乙二醇酯为原料,采用挤出法制成的一种高分子薄膜,电线桥架密集母线槽不仅绝缘性能很高,而且可以拉伸至十几微米的厚度,如此薄的薄膜更容易将导体产生的热量传递出去。粉末喷涂绝缘顾名思义是将具有绝缘能力的粉末采用经典喷涂的方法附着于铝排表面充当绝缘材料,这种工艺看似新颖,但实则具有较大隐患,粉末喷涂达到3750V的低压电气耐压标准必须保证喷涂的粉末有一定的厚度,厚度太大不利于导体的散热。另外一个不稳定因素在于:喷涂上去的粉末如果在装配时不严谨就会造成涂层脱落,南阳密集母线槽而且在后期母线的通电运行过程中随着母线的不断轻微震动,都容易出现涂层磨损的现象,这样是十分危险的,将会出现十分严重的短路事故。
载流量(载流能力)是评估母线产品的重要指标。大量的实验数据证明,电线桥架密集母线槽的载流能力优于空气绝缘母线,即:相同规格的导体电流可以相差一个或多个电流水平。密集母线槽的载流能力差的主要原因是阻抗值大,这会导致损耗大,并且散热性不好,从而导致允许携带小电流。这在大电流空气绝缘母线中尤为突出。例如:4000A母线槽是密集绝缘母线槽,电流密度大约为1.8A /㎜2;空气绝缘母线槽只能选择1.2A /㎜2左右,后者的横截面(导体)要大得多。结果,成本增加并且浪费资源。

母线槽事业部 电 话:0374-3216788
联系人:杨经理 手 机:15638761023
联系人:韩 总 手 机: 13603740948
暖之郎暖通产品事业部
暖气片:王经理 手 机:15638769930 电 话:0374-3212961
壁挂炉:曹经理 手 机:13837477560 电 话:0374-3219755
空气能:王 工 手 机:13693745902 电 话:0374-3212439
总经理:朱经理 手 机:13938911279 郭经理 手 机:13569465266
地址:许昌市经济技术开发区开元路和长庆街交叉口

 服务热线 :18697396999
服务热线 :18697396999
