

电 话:0374-3216788
手 机:18697396999
邮 箱:595487453@qq.com
网 址:www.xjwml.cn
地 址:许昌市经济技术开发区开元路和长庆街交叉口

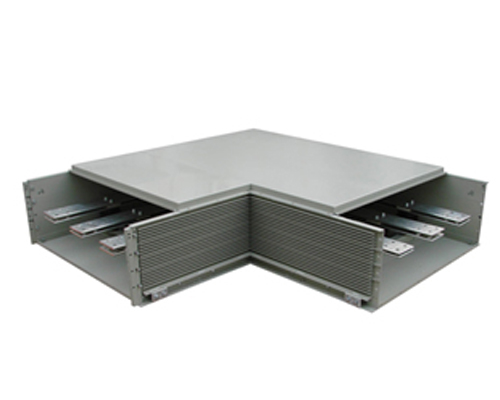
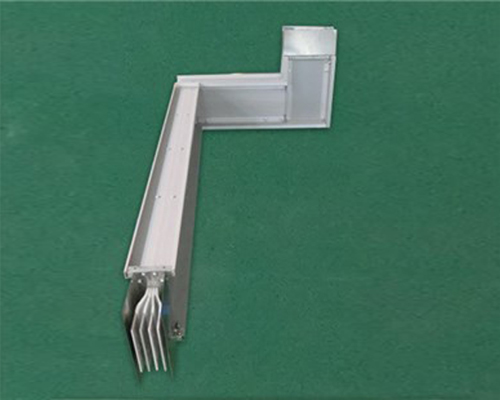
鄢陵高强度封闭式母线槽(CFW)。其工艺制造不受板材限制,外壳做成瓦沟形式,使母线机械强度增加,母线水平段可生产至13m长。由于外壳做成瓦沟形式,坑沟位置有意将母线分隔固定,母线之间有18mm的间距,线间通风良好,使电线桥架耐火母线槽的防潮和散热功能有明显的提高,比较适应南方气候;由于线间有一定的空隙,使导线的温升下降,这样就提高了过载能力,并减少了磁振荡噪声。但它产生的杂散电流及感抗要比密集型母线槽大得多,因此在同规格比较时,它的导电排截面必须比密集绝缘插接母线槽大。
鄢陵耐火母线槽通常应按最大长期工作电流选择母线截面。并按通过最大短路电缆条件下,校验母线槽的短时热稳定性和动稳定性。由于导体存在电阻和多导体接近时交流电流趋表效应等因素影响,母线槽通过电流时会引起发热。铜、铝裸电线桥架耐火母线槽长期工作时的发热允许温度均为70℃,但当其接触面具有锡的可靠覆盖时(如超声波搪锡等),则允许温度提高到85℃,受此持续发热允许温度的限制,不同材料、截面的母线槽给出了相应的长期允许电流值,选择母线槽截面时,应使母线槽实际的最大长期工作电流小于所选截面母线槽的长期允许电流值。

在鄢陵电线桥架耐火母线槽强制性标准GB7251.1的7.4条电击防护的7.4.3.1.5条中规定,如果采用的措施能够保证电路有持久良好的导电能力,而且载流容量足以承受成套设备中流过的接地故障电流,那么组装成套设备的各种金属部件则被认为能够有效地保证保护电路的连续性。电线桥架耐火母线槽在7.4.3.1.7表4中规定了保护导体截面积。在7.4.3.1.5(e)中规定如果将外壳当做保护电路的一部分使用时,其截面积与7.4.3.1.7中规定的最小载面积在导电能力方面应是等效的。
目前市场上对电线桥架耐火母线槽的表面处理有很多种,其中最不成熟的工艺为铜包铝工艺(亦被很多厂家冠以“铜铝复合母线”的“雅称”),此工艺具体做法是简单的将壁厚0.5mm以下的铜管套在实心铝棒上进行碾压成矩形导体,此工艺难免在铝和铜之间留有空气易出现电化学反应,另外这种难以使铜和铝真正融合的工艺受到“铜铝膨胀系数差别较大”技术瓶颈的限制,很难被市场认可,目前仅有部分小厂家仍采用此种粗糙的工艺蒙骗客户。第二种常见工艺是铝镀锡,鄢陵耐火母线槽就是采用电化学工艺在铝排表面直接镀上锡,这种工艺的确解决了铝在空气中易氧化的问题,但是锡的电阻率远高于铝,由于电流的集肤效应,镀锡后的铝排的载流能力相对下降。第三种工艺是双镀层工艺,即铝排表面先镀铜再镀锡。此种工艺要求高,造价大,一般厂家不会采用。但此种工艺的好处是明显的:首先电镀工艺很好的使得不同金属真正融合起来,不存在膨胀系数问题,其次,较低电阻的铜镀层提高了铝排的导电率,锡镀层防止了铝和铜介质与空气的直接接触,提高了导体的防腐能力。

母线槽事业部 电 话:0374-3216788
联系人:杨经理 手 机:15638761023
联系人:韩 总 手 机: 13603740948
暖之郎暖通产品事业部
暖气片:王经理 手 机:15638769930 电 话:0374-3212961
壁挂炉:曹经理 手 机:13837477560 电 话:0374-3219755
空气能:王 工 手 机:13693745902 电 话:0374-3212439
总经理:朱经理 手 机:13938911279 郭经理 手 机:13569465266
地址:许昌市经济技术开发区开元路和长庆街交叉口

 服务热线 :18697396999
服务热线 :18697396999
